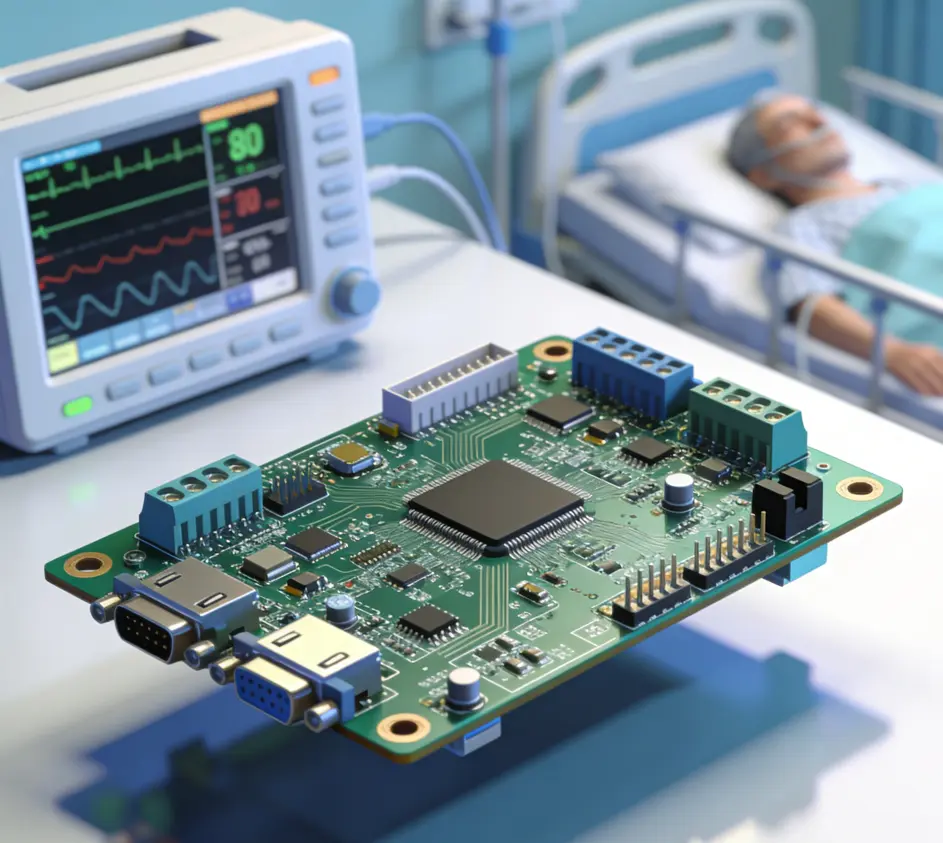
In the era of industrial automation, robotic arms have become indispensable core equipment in manufacturing, logistics, medical care, and other fields. At the heart of every high-performance robotic arm lies the Printed Circuit Board Assembly (PCBA), a critical component that integrates control, drive, signal transmission, and power management functions. The quality, precision, and reliability of the Robotic Arm Circuit Board PCBA directly determine the motion accuracy, response speed, load capacity, and service life of the robotic arm. This article explores the key technical characteristics, manufacturing processes, performance requirements, and compliance standards of Robotic Arm Circuit Board PCBA.
1. Core Role and Technical Significance of Robotic Arm PCBA
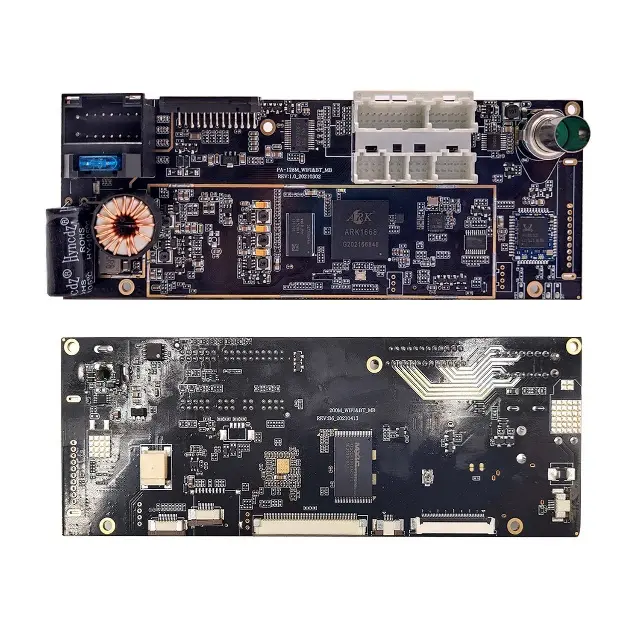
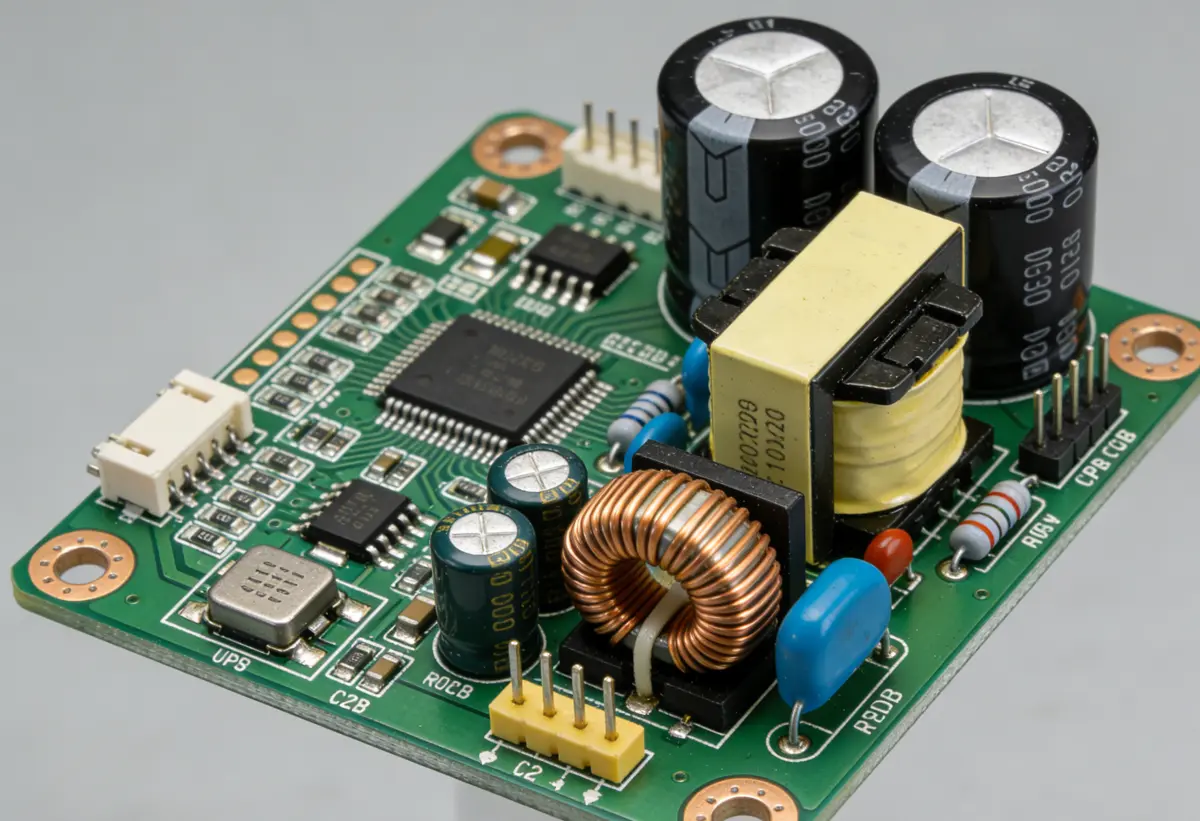
Robotic arms operate through the coordinated work of multiple subsystems, including motion control, motor drive, sensor signal processing, and human-machine interaction. The PCBA serves as the "neural network" and "control center" of these subsystems, undertaking three core tasks: first, transmitting control signals from the main controller to each joint motor with high precision to ensure smooth and accurate motion; second, collecting feedback signals from position, torque, and pressure sensors in real time to realize closed-loop control; third, providing stable power distribution for each component and ensuring compatibility with various interfaces. Unlike ordinary consumer electronics PCBA, Robotic Arm PCBA must withstand harsh industrial environments, including vibration, temperature fluctuations, and electromagnetic interference, requiring higher durability and reliability.
2. Key Manufacturing Specifications of Robotic Arm PCBA
2.1 Substrate (PCB Core) Design and Material Selection
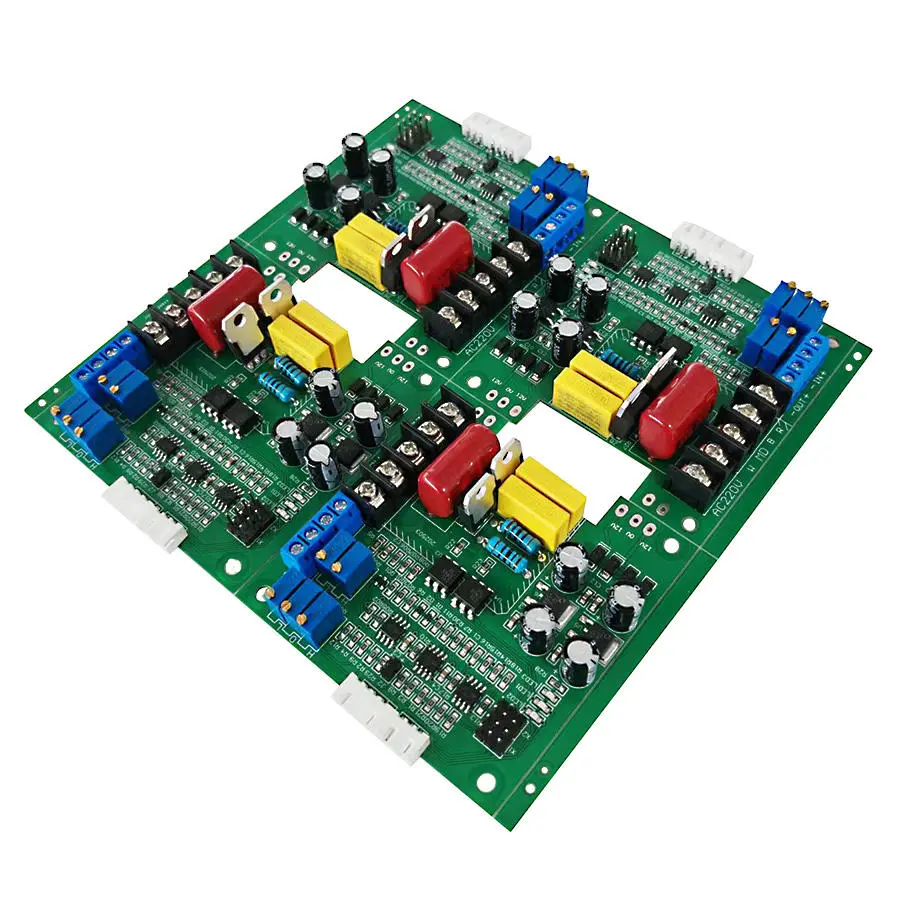
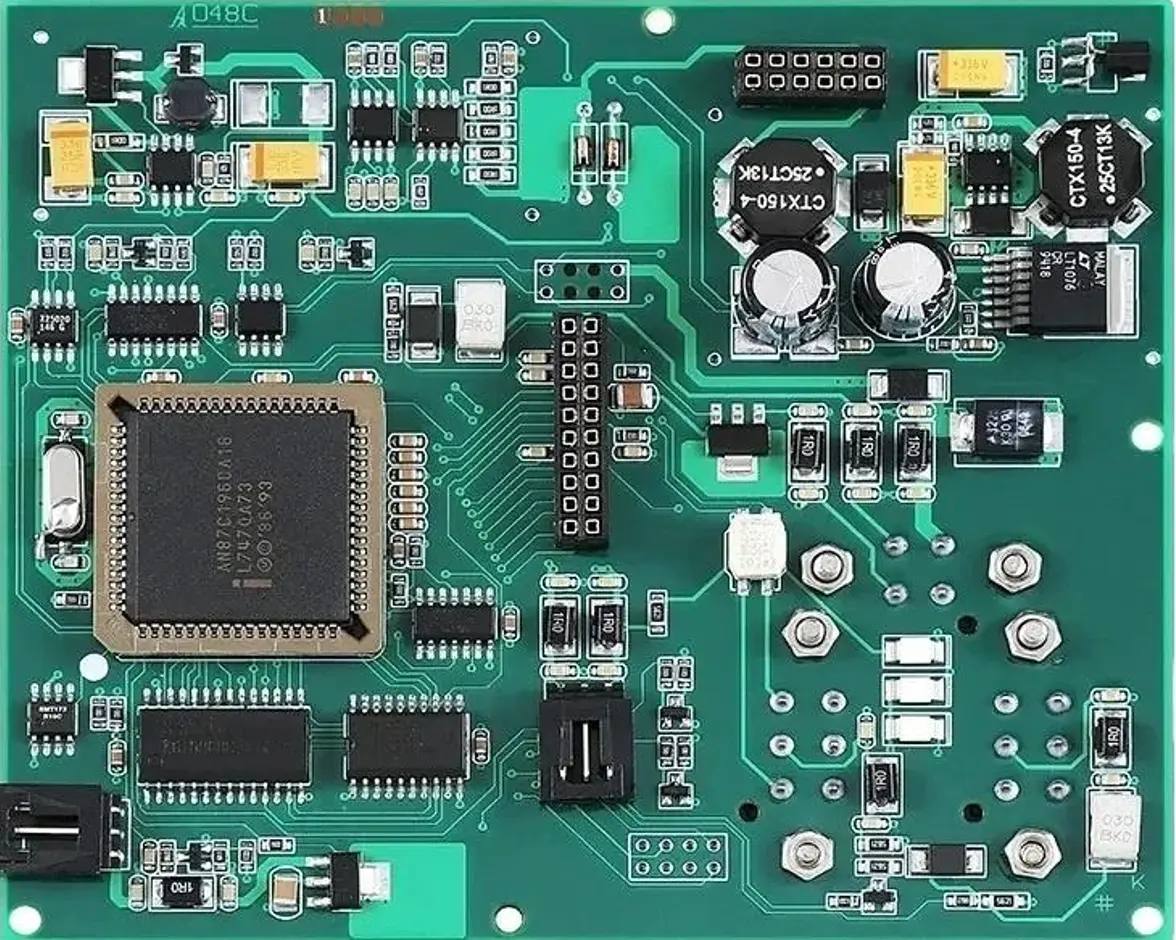
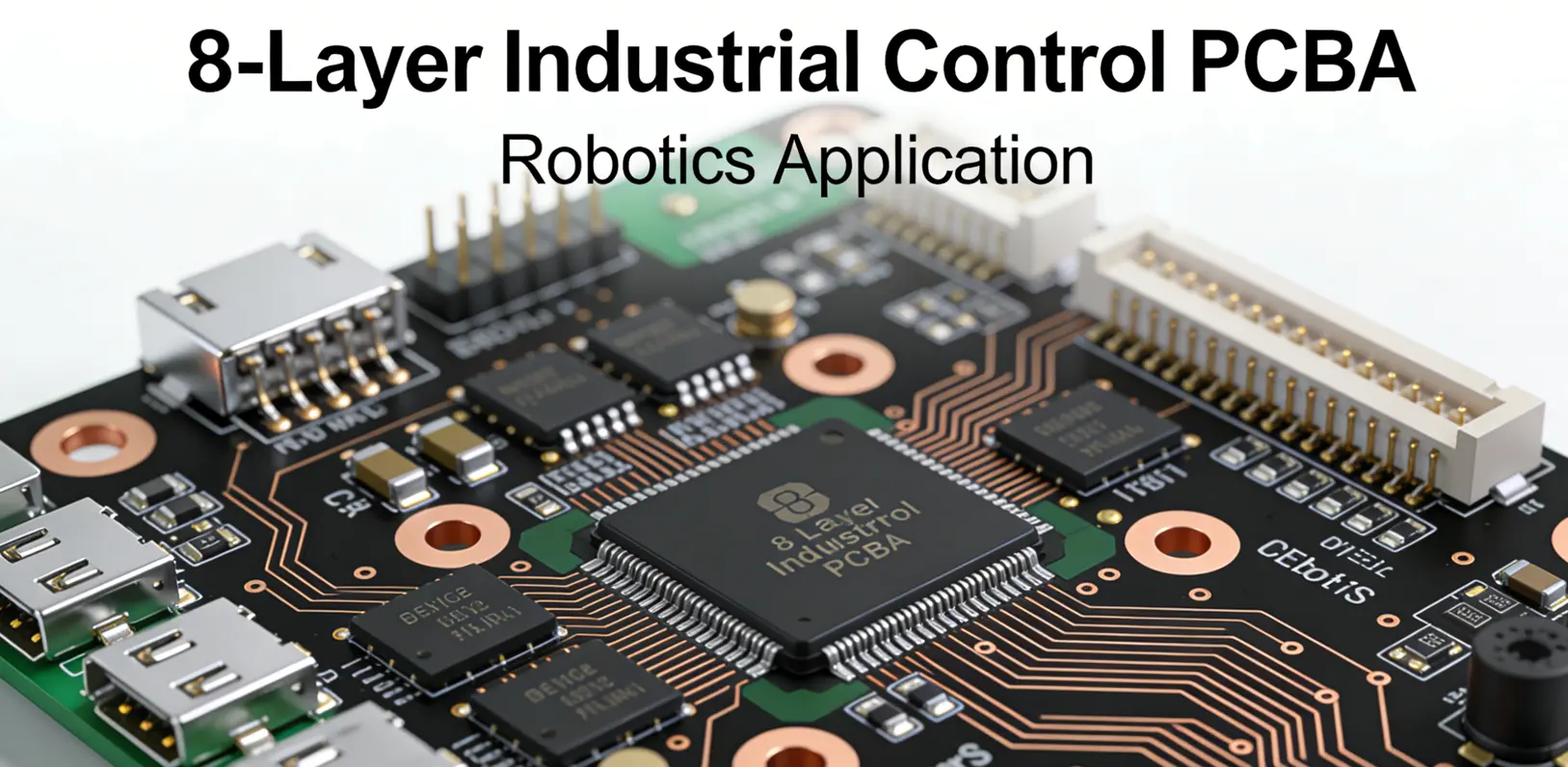
The substrate is the foundation of Robotic Arm PCBA, and its material and structural design are closely related to the overall performance. The mainstream substrate material is FR-4, while high-power drive modules often adopt High TG FR-4 (TG≥170℃) to resist high temperatures generated during long-term operation. For scenarios requiring efficient heat dissipation, aluminum-based PCBs are preferred to avoid performance degradation caused by overheating. The thickness of the PCB typically ranges from 0.8mm to 2.0mm, and can be customized according to the compactness of the robotic arm’s internal structure. The number of layers varies from 2 to 12, and HDI (High-Density Interconnect) structures are widely used in compact control boards to achieve high-density signal routing. Copper thickness is usually 1oz to 4oz, and heavy copper design is adopted for high-current drive modules to ensure stable current transmission. Additionally, the minimum line width/spacing can reach 3mil/3mil, and the minimum drill hole size is 0.1mm (laser drilling), meeting the requirements of fine-pitch component mounting and high-density wiring.
2.2 Component Mounting and Placement Precision
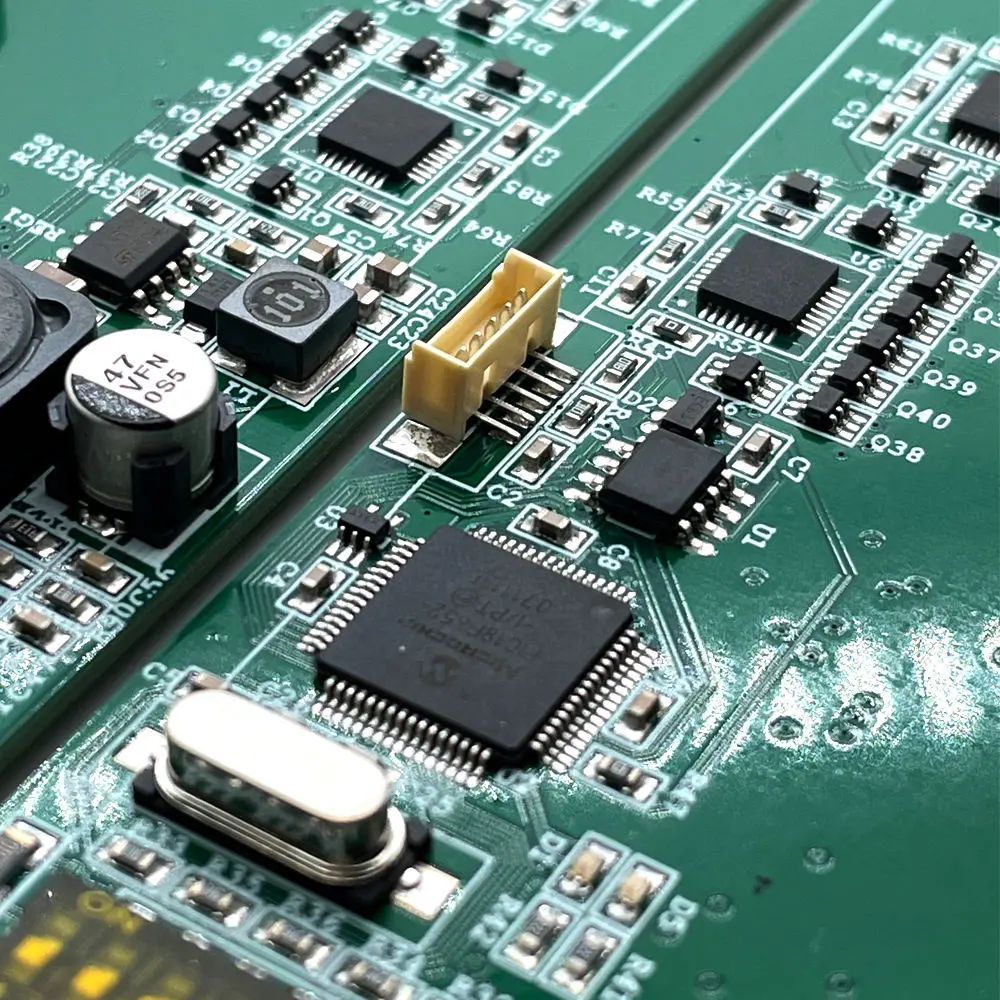
Robotic Arm PCBA involves a variety of components, including passive components (resistors, capacitors) and active components (BGA, QFP, LGA). The mounting accuracy is a key indicator: for 01005 passive components, the accuracy is ±0.03mm, and for high-precision active components such as BGA and QFP, it can reach ±0.02mm. The supported component sizes range from 01005 to 2225 for passive components, and QFP (pitch ≥0.3mm), BGA (pitch ≥0.4mm), CSP, LGA, and SOP for active components, with a maximum component height of 15mm to accommodate tall interface connectors. In mass production, the mounting speed can reach up to 20,000 components per hour, and 2D+3D optical vision alignment technology is adopted to ensure the alignment accuracy of high-precision components, avoiding mounting errors that affect circuit performance.
2.3 Soldering Process and Quality Control
Lead-free reflow soldering is the mainstream process for Robotic Arm PCBA, while wave soldering is used for through-hole components. The solder paste mainly adopts Sn96.5Ag3.0Cu0.5 (SAC305) lead-free solder paste, which complies with RoHS standards. The reflow temperature profile is strictly controlled: the peak temperature is 245±5℃, and the time above liquidus is 60-90s, ensuring sufficient soldering without damaging components. The solder joint quality follows IPC-A-610 Class 2 (commercial grade) or Class 3 (industrial robotic critical grade), and the voiding rate of BGA/QFN solder joints is controlled within 5% to ensure stable electrical connection and mechanical strength. Strict soldering quality control effectively prevents solder joint cracking, virtual soldering, and other defects that may cause robotic arm failure during operation.
3. Performance Testing and Reliability Assurance
3.1 Electrical Performance and Functional Testing
Comprehensive electrical performance testing is conducted to ensure the stability of Robotic Arm PCBA. The continuity resistance is required to be ≤500mΩ, and the insulation resistance is ≥10^10Ω (500VDC) to avoid short circuits or leakage. A 1000VDC high-voltage withstand test is performed for 1s, with no breakdown or flashover allowed for control circuits. For motion control signals, impedance control (50Ω/75Ω/100Ω, tolerance ±10%) is supported to ensure signal integrity and avoid signal distortion. Functional testing includes motion control signal response time test, motor driver current output calibration, and I/O interface communication test, verifying that the PCBA can accurately execute control commands and transmit signals.
3.2 Environmental Reliability Testing
Robotic Arm PCBA must withstand harsh industrial environments, so strict environmental reliability testing is essential. The temperature cycle test is carried out at -40℃ to +85℃ for 1000 cycles, requiring no solder joint cracking or component failure. The humidity resistance test is conducted at 85℃/85%RH for 1000h, ensuring no corrosion or electrical performance degradation. The vibration test simulates the operating conditions of the robotic arm: 5-2000Hz frequency, 10G acceleration, 6 axes, 20h per axis, to verify the structural stability of the PCBA. The thermal shock test (-55℃ to +125℃, 500 cycles) ensures no PCB warpage or component detachment. Under typical industrial operating conditions, the service life expectancy of Robotic Arm PCBA is ≥10 years.
4. Regulatory Compliance and Quality Management
To meet global industrial application requirements, Robotic Arm PCBA must comply with strict environmental and quality standards. Environmentally, it adheres to RoHS 2.0 (EU) and REACH (SVHC ≤0.1%), and halogen-free options are available. In terms of quality management, the production process follows ISO 9001:2015; for automotive robotic arms, IATF 16949 is adopted; and for medical robotic arms, ISO 13485 is complied with. Inspection standards include 100% AOI (Automated Optical Inspection) for surface defects, X-Ray inspection for BGA/QFN components, and sampling AXI (Automated X-ray Inspection) to ensure comprehensive quality control throughout the production process.
5. Conclusion
Robotic Arm Circuit Board PCBA is a core component that determines the performance and reliability of robotic arms. Its manufacturing involves strict substrate selection, high-precision component mounting, standardized soldering processes, and comprehensive testing and compliance verification. With the continuous development of industrial robotics towards high precision, high speed, and intelligence, the requirements for Robotic Arm PCBA will become more stringent. By adhering to advanced manufacturing technologies and strict quality standards, Robotic Arm PCBA can provide stable and reliable support for the efficient operation of robotic arms, promoting the innovation and development of the automation industry.
| Parameter Category | Technical Indicators |
|---|---|
| Substrate Material | FR-4 (Standard), High TG FR-4 (TG≥170℃), Aluminum-based PCB (for high-power drivers) |
| PCB Thickness | 0.8mm – 2.0mm (customizable for ultra-thin/ultra-thick requirements) |
| Number of Layers | 2-layer – 12-layer (supports HDI structure for compact robotic control boards) |
| Copper Thickness | 1oz – 4oz (supports heavy copper design for high-current robotic drive modules) |
| Minimum Line Width/Spacing | 3mil/3mil (fine line process for high-density signal routing) |
| Minimum Drill Hole Size | 0.2mm (mechanical drilling); 0.1mm (laser drilling for microvias) |
| Solder Mask Color | Green (standard), Black, Blue, Red (customizable for branding needs) |
| Surface Finish | HASL-Lead Free, ENIG (Immersion Gold), OSP, Immersion Silver, Immersion Tin |
| Parameter Category | Technical Indicators |
|---|---|
| Placement Accuracy | ±0.03mm (for 01005 passive components); ±0.02mm (for BGA/QFP active components) |
| Supported Component Sizes | Passive: 01005 – 2225; Active: QFP (pitch ≥0.3mm), BGA (pitch ≥0.4mm), CSP, LGA, SOP |
| Maximum Component Height | 15mm (supports tall connectors for robotic arm interface boards) |
| Mounting Speed | Up to 20,000 CPH (components per hour) for mass production lines |
| Component Alignment Mode | Optical vision alignment (2D + 3D AOI pre-alignment for high-precision components) |
| Parameter Category | Technical Indicators |
|---|---|
| Soldering Technology | Lead-free reflow soldering (mainstream); Wave soldering (for through-hole components) |
| Solder Paste Type | Sn96.5Ag3.0Cu0.5 (SAC305) lead-free solder paste (RoHS compliant) |
| Reflow Temperature Profile | Peak temperature: 245±5℃; Time above liquidus: 60-90s |
| Solder Joint Quality Standard | IPC-A-610 Class 2 (commercial grade) / Class 3 (industrial robotic critical grade) |
| Voiding Rate Control | ≤5% voiding rate for BGA/QFN solder joints (meets robotic arm high-reliability needs) |
| Parameter Category | Technical Indicators |
|---|---|
| Continuity & Isolation Test | Continuity resistance: ≤500mΩ; Insulation resistance: ≥10^10Ω (500VDC) |
| High Voltage Withstand Test | 1000VDC for 1s (no breakdown, no flashover for control circuits) |
| Signal Integrity Test | Supports impedance control (50Ω/75Ω/100Ω, tolerance ±10%) for robotic motion control signals |
| Functional Test Items | Motion control signal response time test; Motor driver current output calibration; I/O interface communication test |
| EMI/EMC Compliance | Meets EN 55032 (EMI emission) and EN 61000 (EMS immunity) for industrial environments |
| Parameter Category | Technical Indicators |
|---|---|
| Temperature Cycle Test | -40℃ to +85℃, 1000 cycles, no solder joint cracking or component failure |
| Humidity Resistance Test | 85℃/85%RH, 1000h, no corrosion or electrical performance degradation |
| Vibration Test | 5-2000Hz, 10G acceleration, 6 axes, 20h each axis (simulates robotic arm operation vibration) |
| Thermal Shock Test | -55℃ to +125℃, 500 cycles, no PCB warpage or component detachment |
| Service Life Expectancy | ≥10 years under typical industrial robotic arm operating conditions |
| Parameter Category | Technical Indicators |
|---|---|
| Environmental Compliance | RoHS 2.0 (EU), REACH (SVHC ≤0.1%), Halogen-free (optional) |
| Quality Management System | ISO 9001:2015, IATF 16949 (for automotive robotic arms), ISO 13485 (for medical robotic arms) |
| Inspection Standard | 100% AOI (Automated Optical Inspection) + X-Ray inspection (for BGA/QFN components); Sampling AXI (Automated X-ray Inspection) |